MARCATURA
LASER
Flessibilità, velocità, precisione, dettaglio, durabilità...
Questi sono solo alcuni dei numerosissimi vantaggi
dell' innovativo processo di marcatura e del servizio
che DELAM mette a disposizione dei propri clienti.
MARCATURA
LASER
Flessibilità, velocità, precisione,
dettaglio, durabilità...
Questi sono solo alcuni dei
numerosissimi vantaggi
dell' innovativo processo di
marcatura e del servizio
che DELAM mette a disposizione
dei propri clienti.
CICLO PRODUTTIVO DELAM
Dall'idea al prodotto al finito...
CICLO PRODUTTIVO DELAM
Dall'idea al prodotto al finito...
PREVENTIVI
RAPIDI E GRATUITI
E
SVILUPPO
CAD (2D+3D) + CAM

PRODUZIONE
RAPIDA E ALL'AVANGUARDIA
TRATTAMENTI
TERMICI E SUPERFICIALI
ASSEMBLAGGIO
COMPLETO ED ACCURATO
P
LOGISTICA
PRECISA ED AFFIDABILE
PREVENTIVI
RAPIDI E GRATUITI

SVILUPPO
CAD (2D+3D) + CAM

TRATTAMENTI
TERMICI E SUPERFICIALI
ASSEMBLAGGIO
COMPLETO ED ACCURATO
LOGISTICA
PRECISA ED AFFIDABILE
SERVIZI DELAM
SERVIZI DELAM


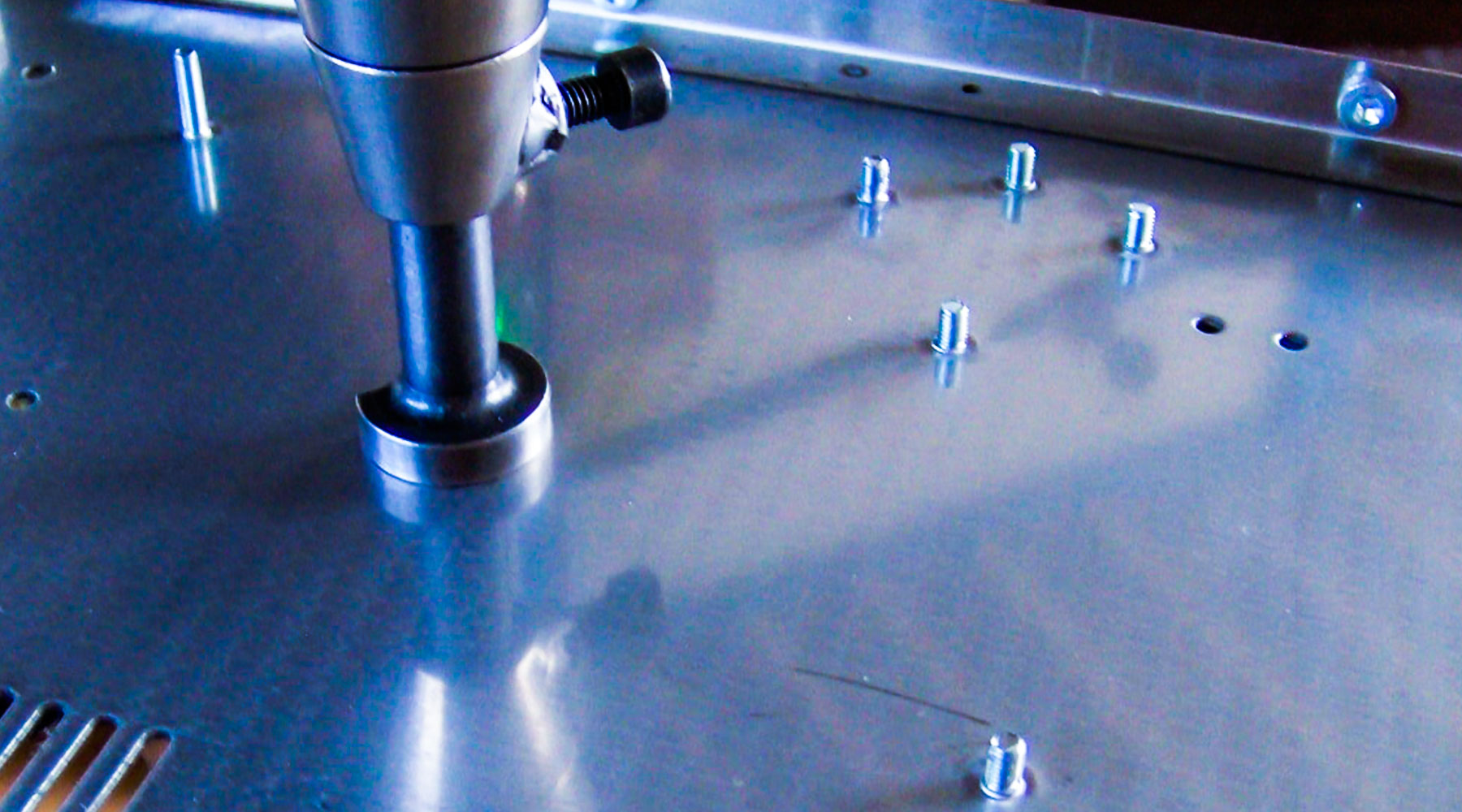



APPLICAZIONE INSERTI
È una nota tecnologia di fissaggio molto utilizzata per creare punti di ancoraggio e/o connessioni resistenti e durature nel tempo su lamiere e profilati.
Delam offre un servizio completo, rapido ed affidabile disponendo di attrezzatura professionale e un vasto assortimento di inserti costantemente approvvigionato.
Esistono diverse tipologie di fissaggio con differenti caratteristiche e modalità applicative.
Delam mette a disposizione dei propri clienti tutte le principali tecnologie di fissaggio supportandoli nella scelta della soluzione più adatta alle esigenze del progetto.
La scelta della tipologia insertatura da adottare avviene in considerazione della caratteristiche del particolare sul quale deve essere applicato l'inserto (materiale, spessore, trattamento, ecc.) e relative esigenze estetico/prestazionali da ottenere a fine processo.
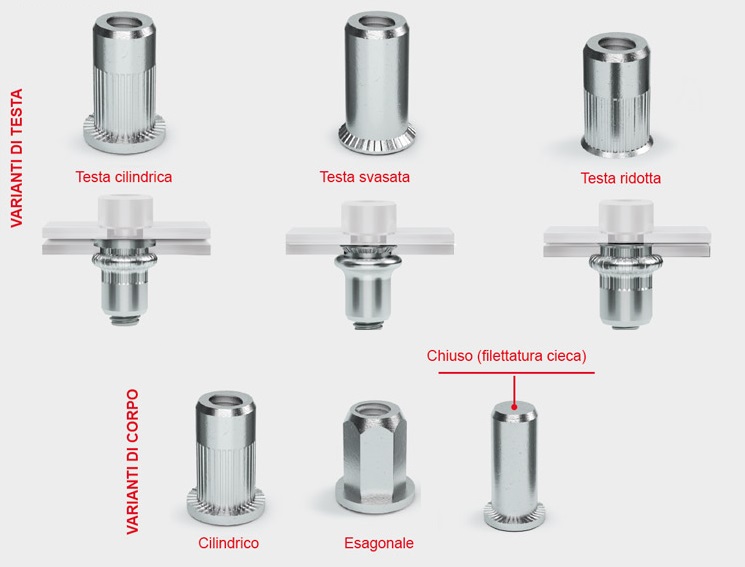
INSERTI A TIRARE
Sono elementi di fissaggio che collocano filettature (principalmente femmine) dove non sarebbe economico o possibile praticarne con utensile. Sono molto utilizzati su spessori sottili e/o in posizioni di difficile accesso.L'applicazione avviene su forature tonde o esagonali (a seconda della tipologia) realizzate leggermente più grandi dei corpi degli inserti.
Dopodiché viene eseguito il tiraggio mediante un apposita "pistola" che ne espande il corpo e, in serraggio contrapposto con la testa, fissa l'inserto sulla lamiera o profilato.
Esistono molte varianti a seconda di:
- MATERIALE DELL'INSERTO: Fe zincato, Inox, Alluminio.
- FILETTATURA: da M3 a M12
- CORPO: cilindrico / esagonale - aperto / chiuso
- TESTA: cilindrica, svasata, ridotta.
INSERTI AUTOAGGANCIANTI
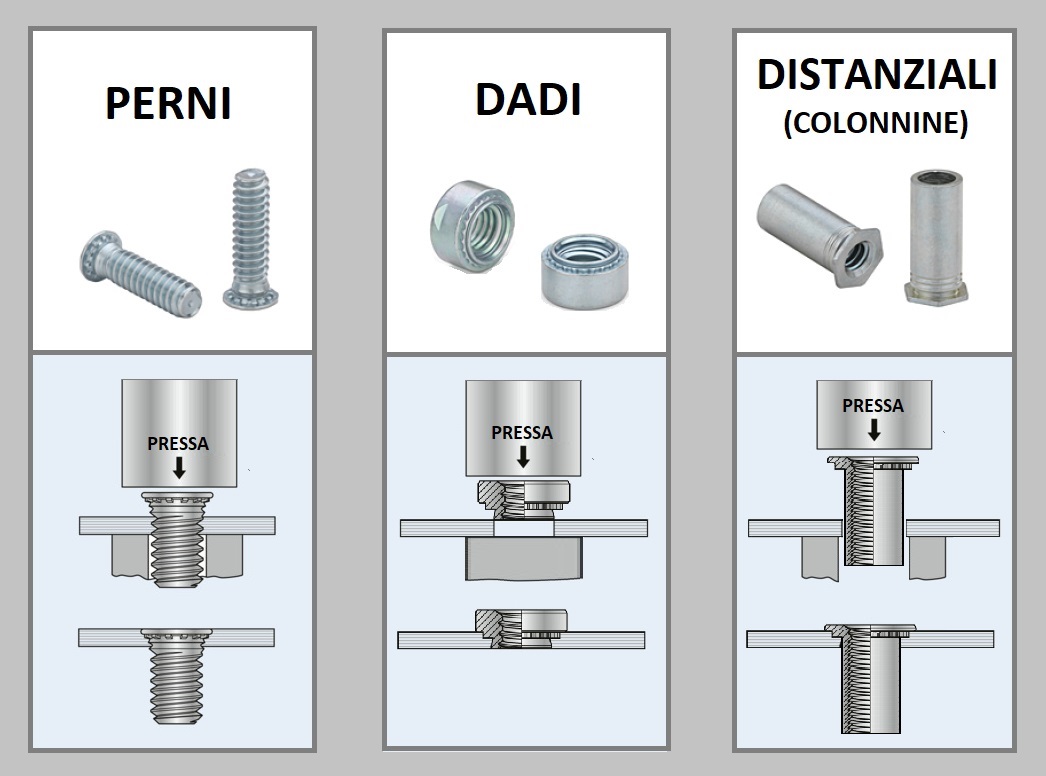
Fanno parte di un innovativo processo di fissaggio sempre più utilizzato nel mondo della carpenteria leggera. L'applicazione avviene, su fori realizzati di dimensione specifiche, mediante la forza esercitata da un apposita pressa che innesta saldamente la testa dell'inserto nella lamiera o profilato.
È particolarmente apprezzata per la sua precisione e rapidità di installazione nonché per l'elevata resistenza alla trazione.
Gli autoaggancianti maggiormente utilizzati sono disponibili in Fe zincato, Inox, Alluminio e nelle seguenti varianti di TIPOLOGIA:
- PERNI (filetto MASCHIO): da M2 a M10 e altezze da 6 a 40 mm
- DADI (filetto FEMMINA): da M2 a M10
- DISTANZIALI (LISCI o con filetto FEMMINA): da M 2,5 a M5 e altezze da 6 a 25 mm
- [disponibili con foro passante o cieco]
INSERTI A SALDARE
Sono applicati mediante una macchina a scarica di condensatori che, con un'apposita "pistola", salda la testa dell'inserto sulla superficie metallica alla quale viene appoggiato.
A differenza degli altri processi non necessità di forature e pertanto è una soluzione molto adottata quando si devono creare degli ancoraggi dovendo lasciare inalterata la superficie opposta a quella di installazione (solitamente parte a vista).
Da tenere però in considerazione la minor rapidità e precisione di installazione (se non con l'ausilio di apposite dime realizzate ad hoc) e l'inferiore resistenza a torsione e trazione.
Nella foto sono riportati gli inserti a saldare principalmente utilizzati nelle loro varianti di tipologia e materiale.
Per ogni tipologia di perno o boccola esistono diverse misure:
- PERNI FILETTATI (filetto MASCHIO): da M3 a M10 e altezze da 6 a 50 mm
- PERNI LISCI : diametro da 3 a 7,1 mm e altezze da 6 a 50 mm
- BOCCOLE FILETTATE (filetto FEMMINA): filettature da M3 a M6 e altezze da 6 a 40 mm

RIVETTI A STRAPPO
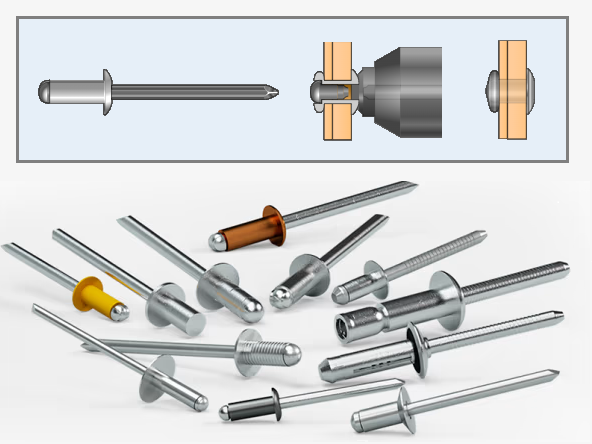
Sono dispositivi di fissaggio utilizzati per unire due o più materiali in modo permanente (senza l'utilizzo di viti o dadi) e la necessità di accedere al retro della giunzione per eseguirne l'installazione.
Vengono inseriti su fori, di diametro leggermente maggiore del corpo dell'inserto, eseguiti su tutti gli strati da giuntare. Dopodiché mediante un apposita "pistola" viene tirato il mandrino centrale fino al punto di rottura. Questa azione dilata e accorcia la parte posteriore dell'inserto serrando tutti gli strati compresi tra la testa e la parte espansa.
Esiste una vastissima gamma di rivetti a strappo con caratteristiche e prestazioni molto differenti. È pertanto opportuno scegliere quello più idoneo selezionandone:
- TIPOLOGIA: standard, colorati, alte prestazioni (strutturali), ermetici, graf, multifar, ecc.
- MATERIALE: Alluminio, acciaio zincato, inox, rame, ecc.
- TIPO DI TESTA: Tonda, svasata, larga, faston, ecc.
APPLICAZIONE INSERTI
È una nota tecnologia di fissaggio molto utilizzata per creare punti di ancoraggio e/o connessioni resistenti e durature nel tempo su lamiere e profilati.
Delam offre un servizio completo, rapido ed affidabile disponendo di attrezzatura professionale e un vasto assortimento di inserti costantemente approvvigionato.
Esistono diverse tipologie di fissaggio con differenti caratteristiche e modalità applicative.
Delam mette a disposizione dei propri clienti tutte le principali tecnologie di fissaggio supportandoli nella scelta della soluzione più adatta alle esigenze del progetto.
La scelta della tipologia insertatura da adottare avviene in considerazione della caratteristiche del particolare sul quale deve essere applicato l'inserto (materiale, spessore, trattamento, ecc.) e relative esigenze estetico/prestazionali da ottenere a fine processo.
INSERTI A TIRARE
Sono elementi di fissaggio che collocano filettature (principalmente femmine) dove non sarebbe economico o possibile praticarne con utensile. Sono molto utilizzati su spessori sottili e/o in posizioni di difficile accesso.L'applicazione avviene su forature tonde o esagonali (a seconda della tipologia) realizzate leggermente più grandi dei corpi degli inserti.
Dopodiché viene eseguito il tiraggio mediante un apposita "pistola" che ne espande il corpo e, in serraggio contrapposto con la testa, fissa l'inserto sulla lamiera o profilato.
Esistono molte varianti a seconda di:
- MATERIALE DELL'INSERTO: Fe zincato, Inox, Alluminio.
- FILETTATURA: da M3 a M12
- CORPO: cilindrico / esagonale - aperto / chiuso
- TESTA: cilindrica, svasata, ridotta.
INSERTI AUTOAGGANCIANTI
Fanno parte di un innovativo processo di fissaggio sempre più utilizzato nel mondo della carpenteria leggera. L'applicazione avviene, su fori realizzati di dimensione specifiche, mediante la forza esercitata da un apposita pressa che innesta saldamente la testa dell'inserto nella lamiera o profilato.
È particolarmente apprezzata per la sua precisione e rapidità di installazione nonché per l'elevata resistenza alla trazione.
Gli autoaggancianti maggiormente utilizzati sono disponibili in Fe zincato, Inox, Alluminio e nelle seguenti varianti di TIPOLOGIA:
- PERNI (filetto MASCHIO): da M2 a M10 e altezze da 6 a 40 mm
- DADI (filetto FEMMINA): da M2 a M10
- DISTANZIALI (LISCI o con filetto FEMMINA): da M 2,5 a M5 e altezze da 6 a 25 mm
- [disponibili con foro passante o cieco]
INSERTI A SALDARE
Sono applicati mediante una macchina a scarica di condensatori che, con un'apposita "pistola", salda la testa dell'inserto sulla superficie metallica alla quale viene appoggiato.
A differenza degli altri processi non necessità di forature e pertanto è una soluzione molto adottata quando si devono creare degli ancoraggi dovendo lasciare inalterata la superficie opposta a quella di installazione (solitamente parte a vista).
Da tenere però in considerazione la minor rapidità e precisione di installazione (se non con l'ausilio di apposite dime realizzate ad hoc) e l'inferiore resistenza a torsione e trazione.
Nella foto sono riportati gli inserti a saldare principalmente utilizzati nelle loro varianti di tipologia e materiale.
Per ogni tipologia di perno o boccola esistono diverse misure:
- PERNI FILETTATI (filetto MASCHIO): da M3 a M10 e altezze da 6 a 50 mm
- PERNI LISCI : diametro da 3 a 7,1 mm e altezze da 6 a 50 mm
- BOCCOLE FILETTATE (filetto FEMMINA): filettature da M3 a M6 e altezze da 6 a 40 mm
RIVETTI A STRAPPO
Sono dispositivi di fissaggio utilizzati per unire due o più materiali in modo permanente (senza l'utilizzo di viti o dadi) e la necessità di accedere al retro della giunzione per eseguirne l'installazione.
Vengono inseriti su fori, di diametro leggermente maggiore del corpo dell'inserto, eseguiti su tutti gli strati da giuntare. Dopodiché mediante un apposita "pistola" viene tirato il mandrino centrale fino al punto di rottura. Questa azione dilata e accorcia la parte posteriore dell'inserto serrando tutti gli strati compresi tra la testa e la parte espansa.
Esiste una vastissima gamma di rivetti a strappo con caratteristiche e prestazioni molto differenti. È pertanto opportuno scegliere quello più idoneo selezionandone:
- TIPOLOGIA: standard, colorati, alte prestazioni (strutturali), ermetici, graf, multifar, ecc.
- MATERIALE: Alluminio, acciaio zincato, inox, rame, ecc.
- TIPO DI TESTA: Tonda, svasata, larga, faston, ecc.
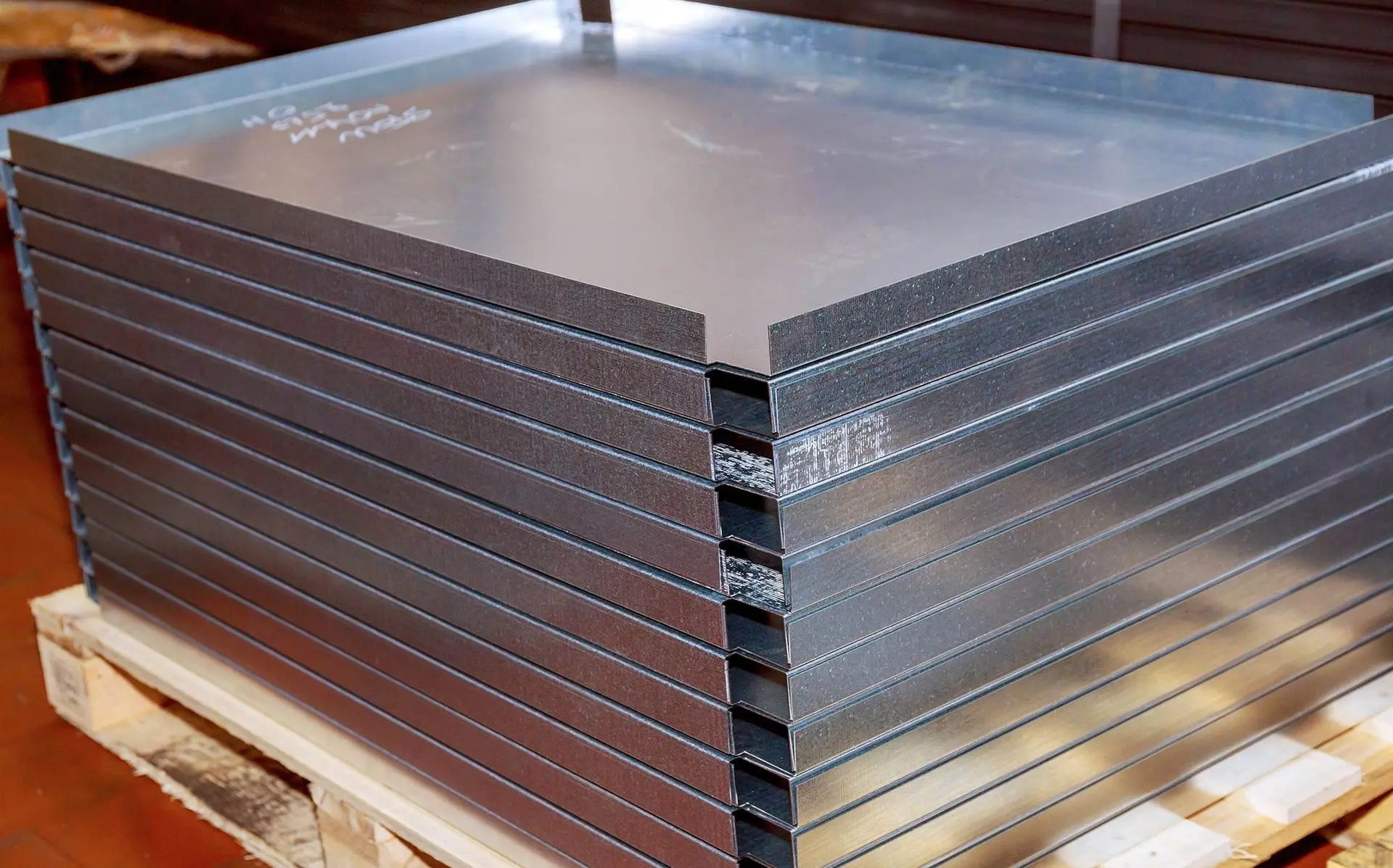
TAGLIO LAMIERA
Delam è specializzata nella fornitura di particolari in lamiera partendo dal taglio fino alla realizzazione del prodotto finito.
Attraverso processi consolidati e soluzioni CAD / CAM in costante aggiornamento vengono prese in carico commesse dal singolo prototipo alla produzione in serie con elevate quantità.
Grazie all'ausilio di automazioni per il carico e lo scarico della lamiera si riescono a gestire anche grossi volumi ed evadere le commesse in tempi brevi, in quanto è possibile proseguire la produzione anche al di fuori dell'orario ordinario di apertura aziendale.
A seconda del lavoro da eseguire viene scelta la tecnologia ritenuta più idonea per ottenere il miglior risultato al minor costo; in alcuni casi le tecnologie possono essere anche combinate (es. tranciatura + punzonatura).
Con l'utilizzo di macchine di ultima generazione, delle migliori case costruttrici, il taglio lamiera di Delam si distingue per qualità, precisione e versatilità.
Potendo inoltre fare affidamento su un ampio stoccaggio interno di lamiere costantemente rifornito vengono offerte flessibilità e rapidità, applicate anche nel servizio in conto lavorazione con la fornitura da parte del cliente della materia prima da lavorare.
Viene lavorata un ampia gamma di lamiere con differenti di combinazioni di caratteristiche (a titolo esemplificativo sono riportate di seguito solo alcune tra le opzioni disponibili):
A) MATERIALE:
ACCIAIO INOSSIDABILE:
- Aisi 304
- Aisi 316L
- Aisi 430
- Aisi 301
ACCIAIO AL CARBONIO:
- FERRO 360 - S235JR
- CORTEN
- C45 - C72 - C75S
- ACCIAI STRUTTURALI
ALLUMINIO:
- PERALLUMAN
- ANTICORODAL
- RETTIFICATO
(ALPLAN / FIBRAL)
ALTRI:
- RAME
- BRONZO
- OTTONE
- PVC
B) SPESSORE: mm 0,3 + 0,5 + 0,8 + 1 + 1,2 + 1,5 + 2 + 2,5 + 3 + 4 + 5 + 6 + 8 + 10 + 12 + 15 + 20
C) TIPOLOGIA: LISCE + RETI / FORATE + BUGNATE + MANDORLATE + CHICCO DI RISO
D) FINITURA: NERA + (DECAPATA) 2B / F1 + (LUCIDA) BA / SUPER MIRROR / RIFLETTENTE + SATINATA / SCOTCH BRITE
E) PRE-TRATTAMENTO: ZINCATE / VERNICIATE / ANODIZZATE / TEMPRATE
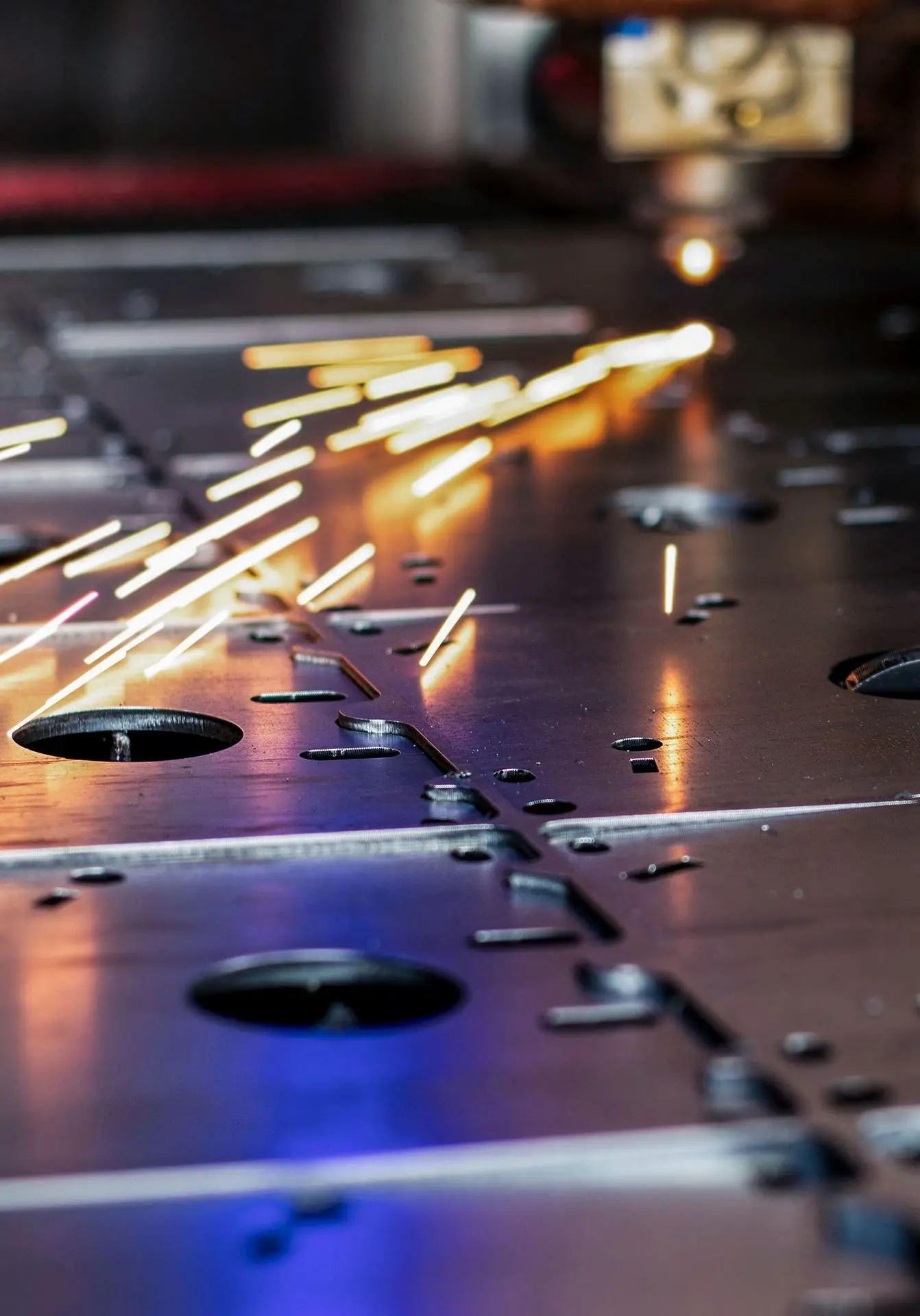
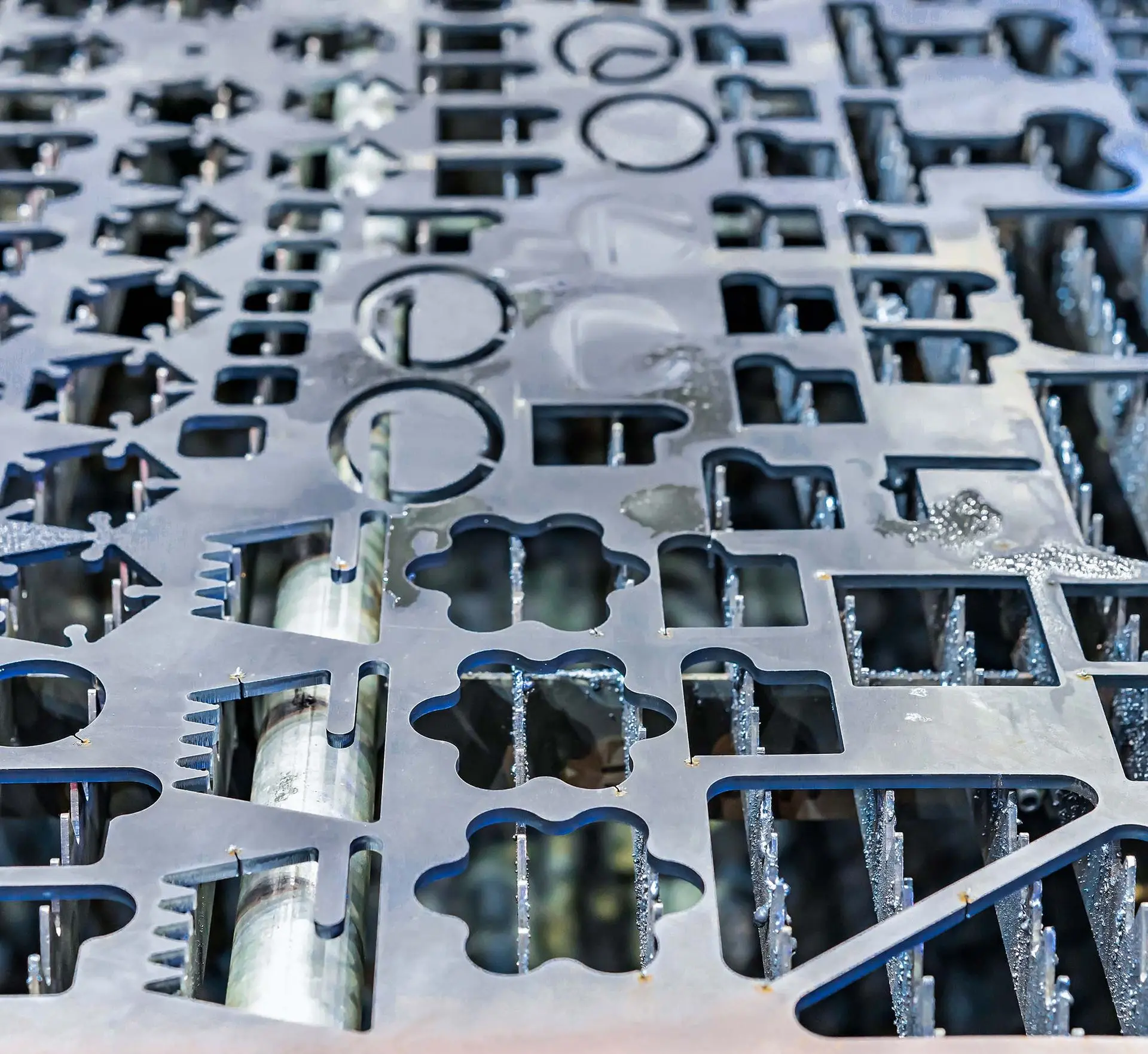
TAGLIO LASER
Il taglio laser è un processo di lavorazione che utilizza un fascio di luce altamente concentrato per tagliare, incidere o forare.
Questa efficiente e consolidata tecnologia permette la realizzazione di particolari in lamiera con una precisione eccezionale, riducendo i limiti di taglio anche su forme complesse e/o tolleranze molto ristrette.
A seconda del materiale e dello spessore si possono ottenere infatti tolleranze fino al range indicativo compreso tra ±0,05 mm e ±0,2 mm.
Delam mette a disposizione dei propri clienti il top di gamma offrendo il massimo delle soluzioni disponibili sul mercato in termini di tecnologia (FIBRA e/o CO2) e gas utilizzati (azoto / ossigeno / aria compressa).
Attraverso questa ampia scelta tecnologica è possibile ottenere il miglior risultato sia su lamiere di bassissimo spessore (da sp. 0,3 mm) fino ad arrivare al taglio di grossi spessori (a sp. 25 mm).
Il campo di taglio massimo è 1500 x 3000 mm e, a seconda del progetto, Delam è a disposizione dei propri clienti per valutare assieme quale possa essere la soluzione in termini di formato lamiera più idonea per ridurne lo sfrido e di conseguenza il costo di realizzazione.
In relazione al materiale e allo spessore esistono dei formati di lamiera standard facilmente acquistabili dai fornitori (i più comuni sono 1500x3000 - 1250x2500 - 1000x2000 mm) ma in alcuni casi è possibile reperire anche dei formati diversi o richiederne dei personalizzati (con tempistiche di consegna e quotazioni da valutare caso per caso).
PUNZONATURA / TRANCIATURA
Queste due tecnologie di taglio consistono nella realizzazione di geometrie mediante l'azione di taglio con utensili (punzoni / lame) che penetrando nella lamiera ne sezionano o ne asportano la parte eccedente.
In alcuni casi sono ritenute più idonee rispetto ad altre per costo e/o finitura finale.
In occasione della scelta della tecnologa da adottare è infatti opportuno tenere in considerazione anche i seguenti aspetti differenti rispetto al taglio al laser:
- sono lavorazioni a freddo e pertanto non provocano alterazioni termiche rilevanti del materiale che in alcuni casi possono recare difficoltà realizzative e/o impedimenti (come ad esempio per la produzione di elementi stretti e lunghi o molto ravvicinati);
- si possono utilizzare formati maggiori del 1500 x 3000 mm o anche direttamente coil.
Punzonatura: spesso richiede tempi di programmazione più elevati rispetto ad altri processi, di conseguenza viene preferita in occasioni di produzioni con grandi quantità e/o con molte geometrie semplici e ripetitive (come ad esempio la realizzazione di reti o lamiere forate).
Tranciatura: è una delle lavorazioni più tradizionali ma ancora oggi ampiamente utilizzata. Grazie alla sua velocità di settaggio e alla rapidità di esecuzione è particolarmente indicata per eseguire veloci sezioni o strisce di altri formati di lamiera.
In occasione di produzioni con pezzi semplici (realizzabili con tagli lineari) e quantità rilevanti questa tecnologia può risultare la più indicata ed economica.
TAGLIO LAMIERA
Delam è specializzata nella fornitura di particolari in lamiera partendo dal taglio fino alla realizzazione del prodotto finito.
Attraverso processi consolidati e soluzioni CAD / CAM in costante aggiornamento vengono prese in carico commesse dal singolo prototipo alla produzione in serie con elevate quantità.
Grazie all'ausilio di automazioni per il carico e lo scarico della lamiera si riescono a gestire anche grossi volumi ed evadere le commesse in tempi brevi, in quanto è possibile proseguire la produzione anche al di fuori dell'orario ordinario di apertura aziendale.
A seconda del lavoro da eseguire viene scelta la tecnologia ritenuta più idonea per ottenere il miglior risultato al minor costo; in alcuni casi le tecnologie possono essere anche combinate (es. tranciatura + punzonatura).
Con l'utilizzo di macchine di ultima generazione, delle migliori case costruttrici, il taglio lamiera di Delam si distingue per qualità, precisione e versatilità.
Potendo inoltre fare affidamento su un ampio stoccaggio interno di lamiere costantemente rifornito vengono offerte flessibilità e rapidità, applicate anche nel servizio in conto lavorazione con la fornitura da parte del cliente della materia prima da lavorare.
Viene lavorata un ampia gamma di lamiere con differenti di combinazioni di caratteristiche (a titolo esemplificativo sono riportate di seguito solo alcune tra le opzioni disponibili):
A) MATERIALE:
ACCIAIO INOSSIDABILE:
- Aisi 304
- Aisi 316L
- Aisi 430
- Aisi 301
ACCIAIO AL CARBONIO:
- FERRO 360 - S235JR
- CORTEN
- C45 - C72 - C75S
- ACCIAI STRUTTURALI
ALLUMINIO:
- PERALLUMAN
- ANTICORODAL
- RETTIFICATO
(ALPLAN / FIBRAL)
ALTRI:
- RAME
- BRONZO
- OTTONE
- PVC
B) SPESSORE: mm 0,3 + 0,5 + 0,8 + 1 + 1,2 + 1,5 + 2 + 2,5 + 3 + 4 + 5 + 6 + 8 + 10 + 12 + 15 + 20
C) TIPOLOGIA: LISCE + RETI / FORATE + BUGNATE + MANDORLATE + CHICCO DI RISO
D) FINITURA: NERA + (DECAPATA) 2B / F1 + (LUCIDA) BA / SUPER MIRROR / RIFLETTENTE + SATINATA / SCOTCH BRITE
E) PRE-TRATTAMENTO: ZINCATE / VERNICIATE / ANODIZZATE / TEMPRATE
TAGLIO LASER
Il taglio laser è un processo di lavorazione che utilizza un fascio di luce altamente concentrato per tagliare, incidere o forare.
Questa efficiente e consolidata tecnologia permette la realizzazione di particolari in lamiera con una precisione eccezionale, riducendo i limiti di taglio anche su forme complesse e/o tolleranze molto ristrette.
A seconda del materiale e dello spessore si possono ottenere infatti tolleranze fino al range indicativo compreso tra ±0,05 mm e ±0,2 mm.
Delam mette a disposizione dei propri clienti il top di gamma offrendo il massimo delle soluzioni disponibili sul mercato in termini di tecnologia (FIBRA e/o CO2) e gas utilizzati (azoto / ossigeno / aria compressa).
Attraverso questa ampia scelta tecnologica è possibile ottenere il miglior risultato sia su lamiere di bassissimo spessore (da sp. 0,3 mm) fino ad arrivare al taglio di grossi spessori (a sp. 25 mm).
Il campo di taglio massimo è 1500 x 3000 mm e, a seconda del progetto, Delam è a disposizione dei propri clienti per valutare assieme quale possa essere la soluzione in termini di formato lamiera più idonea per ridurne lo sfrido e di conseguenza il costo di realizzazione.
In relazione al materiale e allo spessore esistono dei formati di lamiera standard facilmente acquistabili dai fornitori (i più comuni sono 1500x3000 - 1250x2500 - 1000x2000 mm) ma in alcuni casi è possibile reperire anche dei formati diversi o richiederne dei personalizzati (con tempistiche di consegna e quotazioni da valutare caso per caso).
PUNZONATURA / TRANCIATURA
Queste due tecnologie di taglio consistono nella realizzazione di geometrie mediante l'azione di taglio con utensili (punzoni / lame) che penetrando nella lamiera ne sezionano o ne asportano la parte eccedente.
In alcuni casi sono ritenute più idonee rispetto ad altre per costo e/o finitura finale.
In occasione della scelta della tecnologa da adottare è infatti opportuno tenere in considerazione anche i seguenti aspetti differenti rispetto al taglio al laser:
- sono lavorazioni a freddo e pertanto non provocano alterazioni termiche rilevanti del materiale che in alcuni casi possono recare difficoltà realizzative e/o impedimenti (come ad esempio per la produzione di elementi stretti e lunghi o molto ravvicinati);
- si possono utilizzare formati maggiori del 1500 x 3000 mm o anche direttamente coil.
Punzonatura: spesso richiede tempi di programmazione più elevati rispetto ad altri processi, di conseguenza viene preferita in occasioni di produzioni con grandi quantità e/o con molte geometrie semplici e ripetitive (come ad esempio la realizzazione di reti o lamiere forate).
Tranciatura: è una delle lavorazioni più tradizionali ma ancora oggi ampiamente utilizzata. Grazie alla sua velocità di settaggio e alla rapidità di esecuzione è particolarmente indicata per eseguire veloci sezioni o strisce di altri formati di lamiera.
In occasione di produzioni con pezzi semplici (realizzabili con tagli lineari) e quantità rilevanti questa tecnologia può risultare la più indicata ed economica.
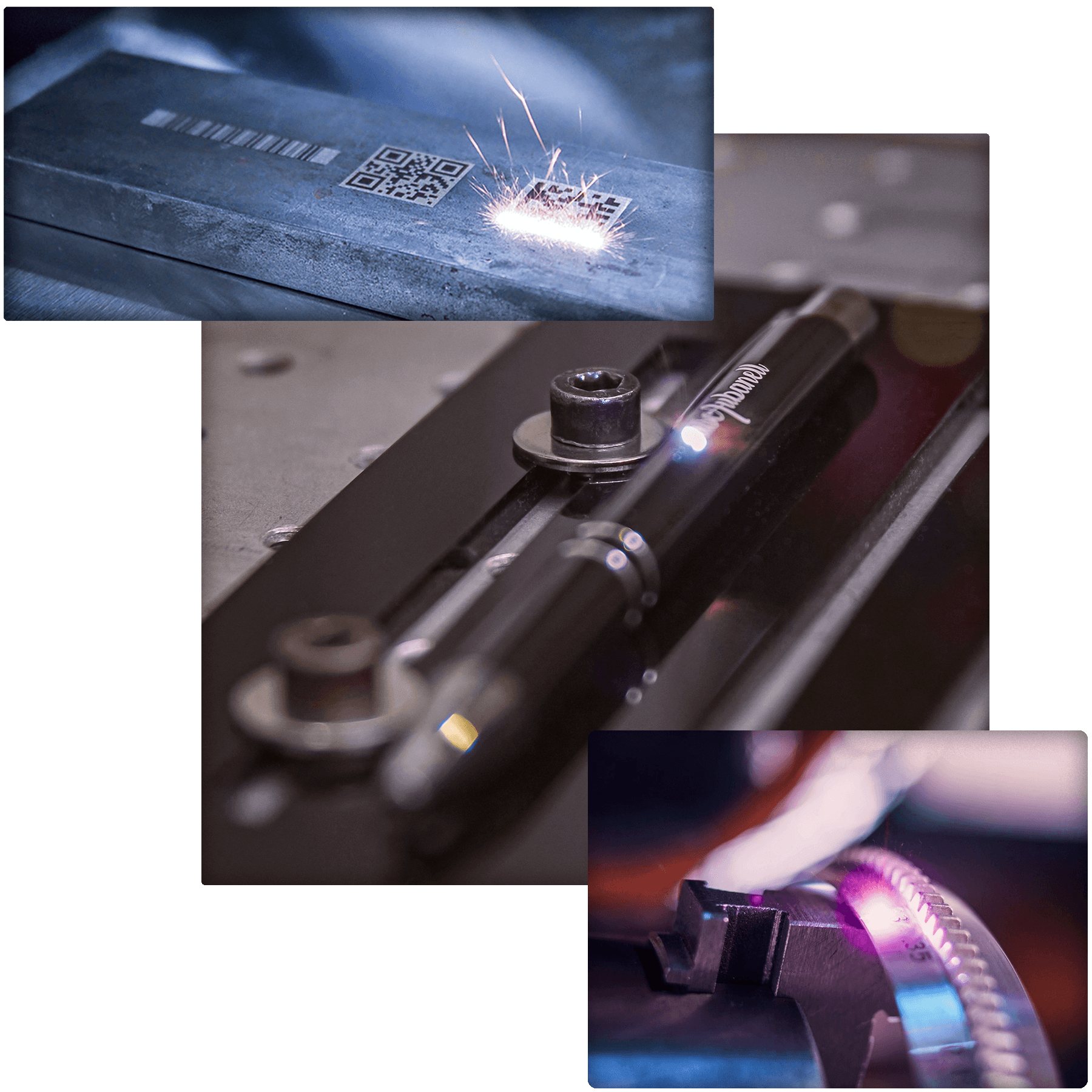
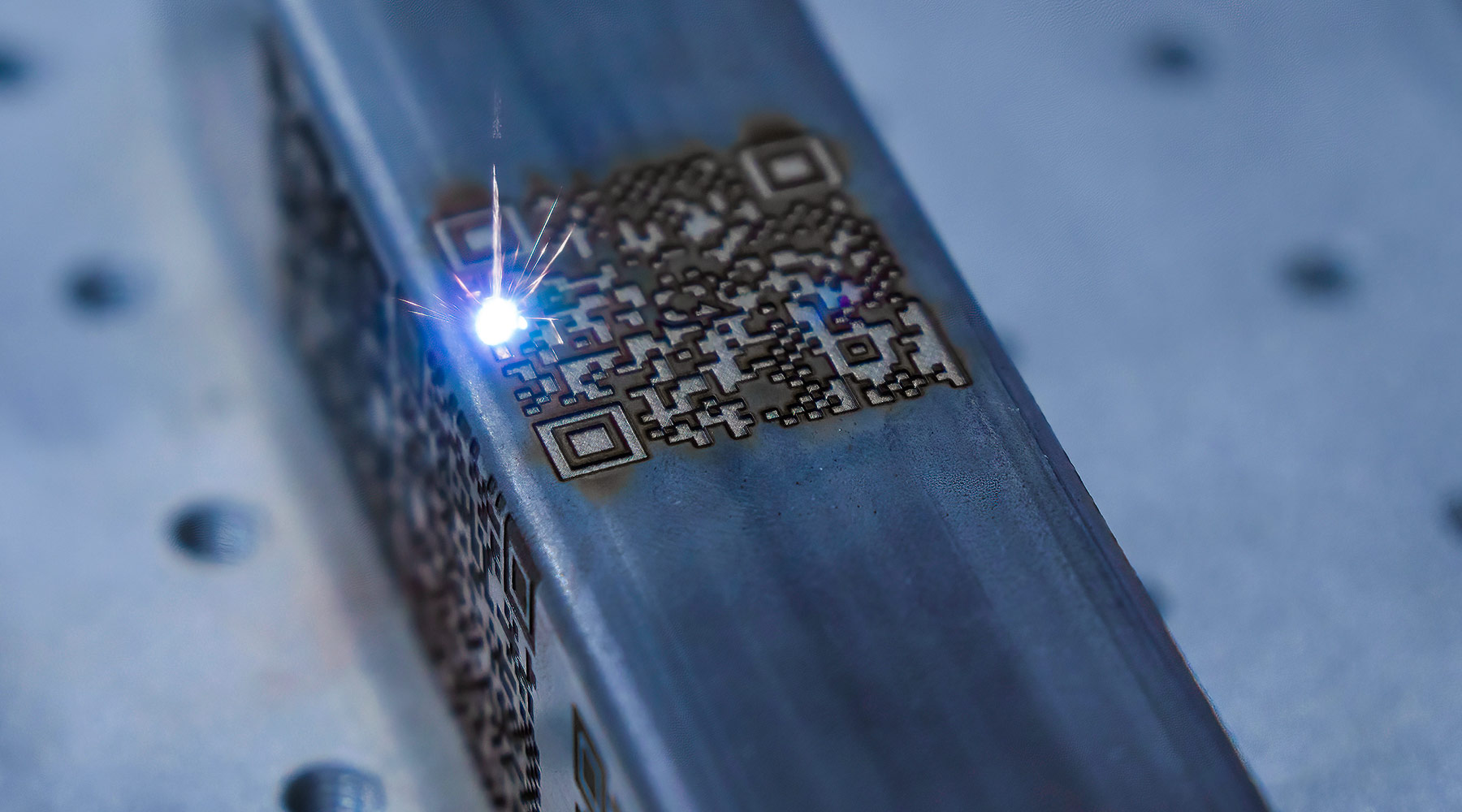
MARCATURA LASER FIBRA
Delam è specializzata nella marcatura laser fibra eseguita quotidianamente nella produzione interna e nel servizio in conto lavorazione.
Apprezzato per velocità, precisione ed affidabilità quest'ultimo è sempre più utilizzato da numerose Aziende, derivanti da diversi settori, che affidano i loro prodotti di svariata tipologia per far eseguire personalizzazioni quali LOGHI / SCRITTE /
QR-CODE / CODICI A BARRE / ecc.
Grazie all'attrezzatura di ultima generazione e a processi consolidati vengono offerte soluzioni personalizzate, anche a domicilio, per riuscire a soddisfare tutte le esigenze specifiche di ogni cliente.
L'impegno costante è quello di garantire professionalità, rapidità ed efficienza a prezzi molto concorrenziali ma senza mai abbassare gli standard qualitativi.
Il processo di marcatura laser si basa sull'uso di un fascio di luce altamente concentrato, che viene focalizzato su un punto specifico generando calore in grado di evaporare, fondere o creare reazioni chimiche al fine ottenere segni permanenti ma senza contatto fisico.
A seconda della potenza del laser e della velocità di spostamento, è possibile ottenere diverse tipologie di marcatura dalle così chiamate "impalpabili" alle incisioni profonde visibili anche dopo i trattamenti superficiali di zincatura, verniciatura, anodizzazione, ecc.
La gamma di materiali grezzi o rivestiti sui quali è possibile operare è molto ampia:
METALLO
- Ferro
- Acciaio inox
- Alluminio
- Rame
- Ottone
- ecc.
ALTRI
- Pelle
- Cuoio
- Gomma
- Fibra di carbonio
- Ceramiche
- ecc.
Questa tecnologia estremamente precisa e veloce permette di ottenere marcature di alta qualità e durature nel tempo, risultando pertanto la soluzione ideale per personalizzare gli articoli di tutte quelle aziende che hanno necessità di decorare, tracciare o autentificare i loro prodotti.
Proprio per questo motivo il processo viene utilizzato in svariati settori produttivi, tra i quali:
- Meccanico
- Automotive
- Aereospaziale
- Packaging
- Alimentare
- Medicale
- Moda
- Tessile
- Arredamento
- Elettronico
- Militare
- Gioielleria
In fine, ma non per importanza, è giusto evidenziare anche si tratta di un processo molto ECOLOGICO in quanto non producendo rifiuti e non utilizzando inchiostri o sostanze chimiche riduce considerevolmente l'impatto ambientale.
MARCATURA
LASER FIBRA
Delam è specializzata nella marcatura laser fibra eseguita quotidianamente nella produzione interna e nel servizio in conto lavorazione.
Apprezzato per velocità, precisione ed affidabilità quest'ultimo è sempre più utilizzato da numerose Aziende, derivanti da diversi settori, che affidano i loro prodotti di svariata tipologia per far eseguire personalizzazioni quali LOGHI / SCRITTE / QR-CODE / CODICI A BARRE / ecc.
Grazie all'attrezzatura di ultima generazione e a processi consolidati vengono offerte soluzioni personalizzate, anche a domicilio, per riuscire a soddisfare tutte le esigenze specifiche di ogni cliente.
L'impegno costante è quello di garantire professionalità, rapidità ed efficienza a prezzi molto concorrenziali ma senza mai abbassare gli standard qualitativi.
Il processo di marcatura laser si basa sull'uso di un fascio di luce altamente concentrato, che viene focalizzato su un punto specifico generando calore in grado di evaporare, fondere o creare reazioni chimiche al fine ottenere segni permanenti ma senza contatto fisico.
A seconda della potenza del laser e della velocità di spostamento, è possibile ottenere diverse tipologie di marcatura dalle così chiamate "impalpabili" alle incisioni profonde visibili anche dopo i trattamenti superficiali di zincatura, verniciatura, anodizzazione, ecc.
La gamma di materiali grezzi o rivestiti sui quali è possibile operare è molto ampia:
METALLO
- Ferro
- Acciaio inox
- Alluminio
- Rame
- Ottone
- ecc.
ALTRI
- Pelle
- Cuoio
- Gomma
- Fibra di carbonio
- Ceramiche
- ecc.
Questa tecnologia estremamente precisa e veloce permette di ottenere marcature di alta qualità e durature nel tempo, risultando pertanto la soluzione ideale per personalizzare gli articoli di tutte quelle aziende che hanno necessità di decorare, tracciare o autentificare i loro prodotti.
Proprio per questo motivo il processo viene utilizzato in svariati settori produttivi, tra i quali:
- Meccanico
- Automotive
- Aereospaziale
- Packaging
- Alimentare
- Medicale
- Moda
- Tessile
- Arredamento
- Elettronico
- Militare
- Gioielleria
In fine, ma non per importanza, è giusto evidenziare anche si tratta di un processo molto ECOLOGICO in quanto non producendo rifiuti e non utilizzando inchiostri o sostanze chimiche riduce considerevolmente l'impatto ambientale.
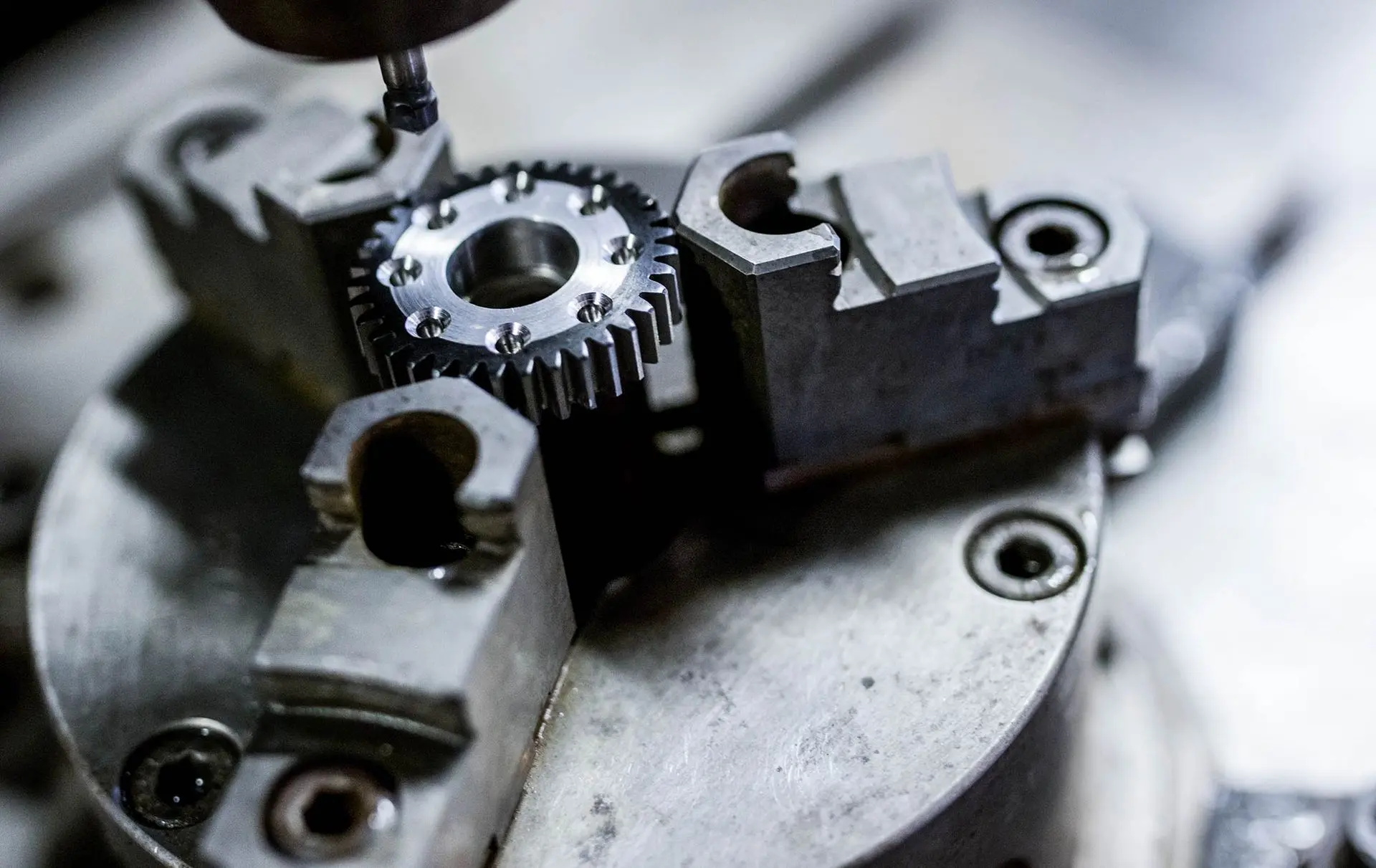
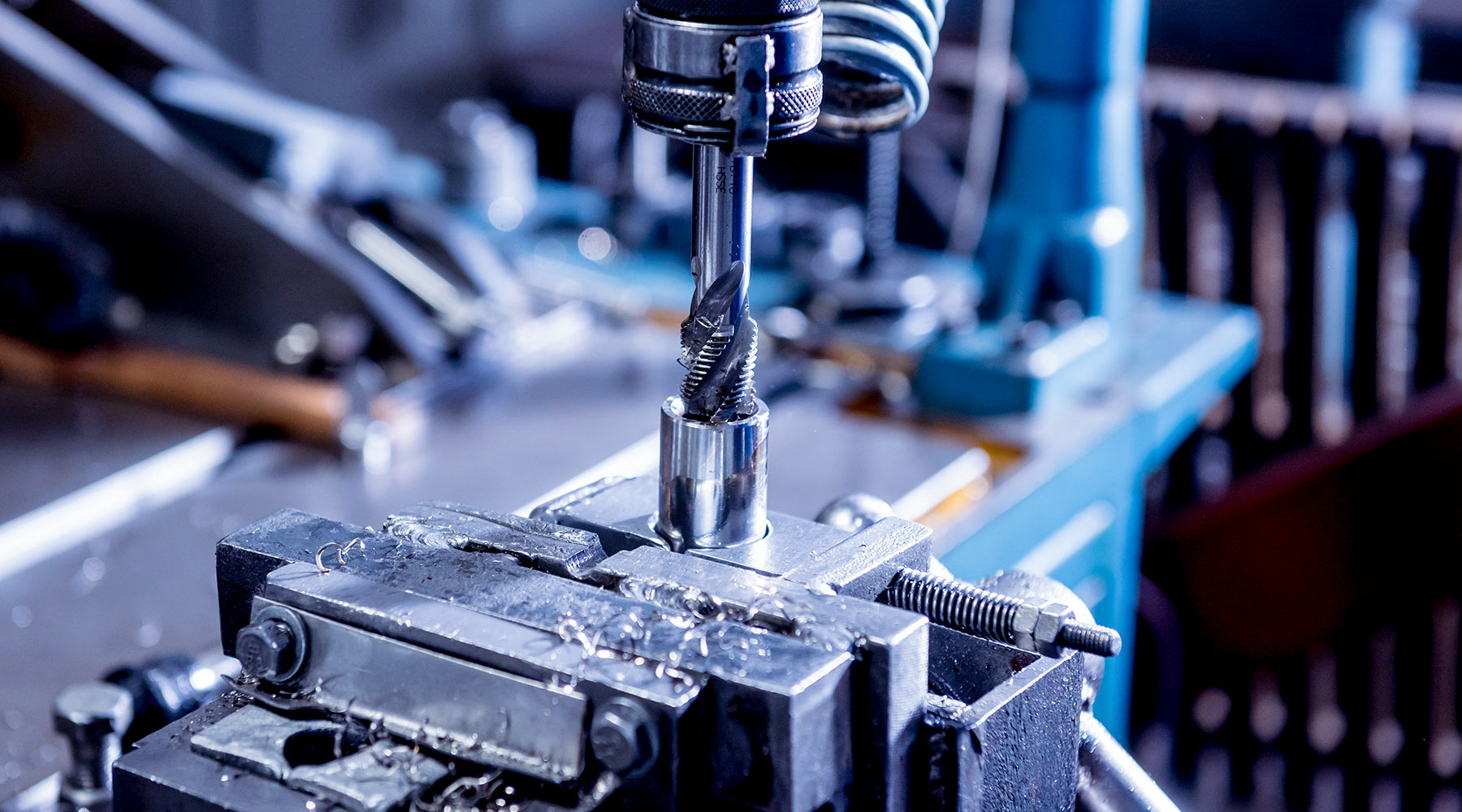
MECCANICA DI PRECISIONE
Richieste da molti clienti, provenienti da svariati settori, Delam quotidianamente esegue con attrezzatura professionale e massima attenzione le seguenti lavorazioni meccaniche:
- FILETTATURE
- SVASATURE
- LAMATURE
- IMBUTITURE
- FORATURE
- ALESATURE
Attraverso procedure consolidate e operatori esperti vengono rigorosamente rispettate tutte le specifiche e le tolleranze riportate a disegno e/o fornite dal committente.
Il reparto controllo qualità infine effettua il collaudo garantendo la fornitura di prodotti conformi e realizzati a regola d'arte.
LAVORAZIONI CNC
Delam è riuscita nel tempo a creare affidabili partnership con aziende (dotate di centri di lavoro cnc all'avanguardia) specializzate in lavorazioni per asportazione truciolo quali:
- FRESATURA CNC
- TORNITURE CNC
In questo ampio e complesso settore per poter offrire un servizio completo e di alta qualità risulta indispensabile affidarsi a professionisti con esperienza dedicata, che dispongano di ampi parchi macchine in continuo aggiornamento.
La collaborazione costante e il consolidato feeling hanno dato luogo ad un'affiatato team di professionisti capace di analizzare qualsiasi tipo di progetto abbattendo, con le soluzioni più efficienti, gli ostacoli realizzativi.
Delam gestisce tutto l'iter, dall'acquisto della materia prima al collaudo finale, rimanendo il punto di riferimento per il cliente e facendosi carico di tutte le attività e responsabilità annesse (trasporti, qualità, tempistiche, ecc).
Vengono gestite commesse di svariata tipologia, anche in conto lavorazione, applicando prezzi molto competitivi sul mercato basati su convenzioni speciali accordate con le aziende collaboratrici.
MECCANICA DI PRECISIONE
Richieste da molti clienti, provenienti da svariati settori, Delam quotidianamente esegue con attrezzatura professionale e massima attenzione le seguenti lavorazioni meccaniche:
- FILETTATURE
- SVASATURE
- LAMATURE
- IMBUTITURE
- FORATURE
- ALESATURE
Attraverso procedure consolidate e operatori esperti vengono rigorosamente rispettate tutte le specifiche e le tolleranze riportate a disegno e/o fornite dal committente.
Il reparto controllo qualità infine effettua il collaudo garantendo la fornitura di prodotti conformi e realizzati a regola d'arte.
LAVORAZIONI CNC
Delam è riuscita nel tempo a creare affidabili partnership con aziende (dotate di centri di lavoro cnc all'avanguardia) specializzate in lavorazioni per asportazione truciolo quali:
- FRESATURA CNC
- TORNITURE CNC
In questo ampio e complesso settore per poter offrire un servizio completo e di alta qualità risulta indispensabile affidarsi a professionisti con esperienza dedicata, che dispongano di ampi parchi macchine in continuo aggiornamento.
La collaborazione costante e il consolidato feeling hanno dato luogo ad un'affiatato team di professionisti capace di analizzare qualsiasi tipo di progetto abbattendo, con le soluzioni più efficienti, gli ostacoli realizzativi.
Delam gestisce tutto l'iter, dall'acquisto della materia prima al collaudo finale, rimanendo il punto di riferimento per il cliente e facendosi carico di tutte le attività e responsabilità annesse (trasporti, qualità, tempistiche, ecc).
Vengono gestite commesse di svariata tipologia, anche in conto lavorazione, applicando prezzi molto competitivi sul mercato basati su convenzioni speciali accordate con le aziende collaboratrici.

ASSEMBLAGGIO
È una fase cruciale della produzione con la quale diversi componenti vengono uniti per formare un prodotto finito.
Questo processo può variare notevolmente a seconda del tipo di prodotto, delle tecnologie utilizzate e delle specifiche esigenze del cliente.
Delam si prende carico dell'intero processo pianificando e ottimizzando tutto il flusso di lavoro definendo con attenzione tutte le fasi di cui è composto:
- Progettazione e Pianificazione: Prima di iniziare l'assemblaggio, è fondamentale avere un progetto dettagliato del prodotto che tenga in considerazione tutti i passaggi e relative tempistiche (compresi eventuali trattamenti). Delam predispone gli opportuni schemi tecnici con precise distinte base e piani di assemblaggio.
- Preparazione dei Componenti: I componenti possono essere semilavorati o commerciali che, in accordo con la committenza, posso derivare da produzione interna, forniti in conto lavorazione o approvvigionati direttamente da Delam. Dopodiché viene eseguita la preparazione, la cernita e il controllo per il passaggio successivo.
- Assemblaggio: In questa fase, i componenti vengono uniti utilizzando diverse tecniche, come avvitatura, saldatura o pressatura. L'assemblaggio può essere manuale, automatizzato o una combinazione di entrambi. Il personale qualificato e l'utilizzo di attrezzatura professionale garantiscono precisione e qualità.
- Controllo Qualità: Dopo l'assemblaggio, il prodotto finito viene sottoposto a controllo qualità, mediante misurazioni e test, per assicurarsi che soddisfi gli standard richiesti.
- Imballaggio e trasporto: L'imballaggio viene studiato e realizzato per proteggere i prodotti durante il trasporto e per facilitare la logistica.
L'obiettivo è quello di fornire un servizio di assemblaggio completo e costante che possa essere apprezzato per precisione, affidabilità e puntualità.
SALDATURA
Il servizio di Delam dispone delle principali tecniche di saldatura eseguite da operatori esperti e specializzati.
L'utilizzo di attrezzatura all'avanguardia con consumabili di prima qualità consente la realizzazione di saldature eseguite a regola d'arte sia in termini di tenuta che di estetica.
Sono garantite alte prestazioni di resistenza e durabilità rendendo i prodotti finiti idonei alla loro specifica funzione.
La scelta della tipologia di saldatura dipende da diversi fattori tra i quali il tipo di materiale, lo spessore e le dimensioni del prodotto da realizzare. Delam mette a disposizione del cliente la propria esperienza offrendo collaborazione e supporto per ogni tipo di progetto per poter individuare la tecnica di saldatura ritenuta più appropriata tra le seguenti opzioni:
- SALDATURA A FILO CONTINUO (MIG/MAG): Utilizza un filo metallico continuo come elettrodo e un gas di protezione (inerte o attivo) per prevenire l'ossidazione del materiale durante il processo di saldatura.
- Caratteristiche: Alta velocità di saldatura, facile da automatizzare, adatta per materiali sottili e spessori variabili.- - Vantaggi: Produzione rapida, buona qualità delle giunzioni, ridotto rischio di deformazioni. - SALDATURA AD ARCO (TIG): Utilizza un elettrodo di tungsteno non consumabile e un gas inerte (solitamente argon) per proteggere la zona di saldatura.
- Caratteristiche: Maggiore controllo del calore e della penetrazione, adatta per materiali spessi e per saldature di alta qualità.
- Vantaggi: Ottima finitura superficiale, ideale per leghe speciali e materiali difficili da saldare. - SALDATURA A RESISTENZA (ELETTROPUNTATURA): Utilizza il calore generato da una resistenza elettrica per unire strati di materiale attraverso la fusione di piccole superfici chiamate "punti di saldatura".
- Caratteristiche: Processo rapido e automatizzabile, particolarmente adatto per l'assemblaggio di lamiere.
- Vantaggi: Elevata produttività, nessun materiale di apporto necessario.
Durante il processo vengono accuratamente monitorate tutte le misure, le quote, gli angoli, gli squadri e i parallelismi dei piani.
Al termine del processo i particolari vengono collaudati dal reparto qualità, se necessario eseguite le opportune operazioni di aggiustaggio, affinché il tutto risulti conforme alle specifiche fornite dal committente.
ASSEMBLAGGIO
È una fase cruciale della produzione con la quale diversi componenti vengono uniti per formare un prodotto finito.
Questo processo può variare notevolmente a seconda del tipo di prodotto, delle tecnologie utilizzate e delle specifiche esigenze del cliente.
Delam si prende carico dell'intero processo pianificando e ottimizzando tutto il flusso di lavoro definendo con attenzione tutte le fasi di cui è composto:
- Progettazione e Pianificazione: Prima di iniziare l'assemblaggio, è fondamentale avere un progetto dettagliato del prodotto che tenga in considerazione tutti i passaggi e relative tempistiche (compresi eventuali trattamenti). Delam predispone gli opportuni schemi tecnici con precise distinte base e piani di assemblaggio.
- Preparazione dei Componenti: I componenti possono essere semilavorati o commerciali che, in accordo con la committenza, posso derivare da produzione interna, forniti in conto lavorazione o approvvigionati direttamente da Delam. Dopodiché viene eseguita la preparazione, la cernita e il controllo per il passaggio successivo.
- Assemblaggio: In questa fase, i componenti vengono uniti utilizzando diverse tecniche, come avvitatura, saldatura o pressatura. L'assemblaggio può essere manuale, automatizzato o una combinazione di entrambi. Il personale qualificato e l'utilizzo di attrezzatura professionale garantiscono precisione e qualità.
- Controllo Qualità: Dopo l'assemblaggio, il prodotto finito viene sottoposto a controllo qualità, mediante misurazioni e test, per assicurarsi che soddisfi gli standard richiesti.
- Imballaggio e trasporto: L'imballaggio viene studiato e realizzato per proteggere i prodotti durante il trasporto e per facilitare la logistica.
L'obiettivo è quello di fornire un servizio di assemblaggio completo e costante che possa essere apprezzato per precisione, affidabilità e puntualità.
SALDATURA
Il servizio di Delam dispone delle principali tecniche di saldatura eseguite da operatori esperti e specializzati.
L'utilizzo di attrezzatura all'avanguardia con consumabili di prima qualità consente la realizzazione di saldature eseguite a regola d'arte sia in termini di tenuta che di estetica.
Sono garantite alte prestazioni di resistenza e durabilità rendendo i prodotti finiti idonei alla loro specifica funzione.
La scelta della tipologia di saldatura dipende da diversi fattori tra i quali il tipo di materiale, lo spessore e le dimensioni del prodotto da realizzare. Delam mette a disposizione del cliente la propria esperienza offrendo collaborazione e supporto per ogni tipo di progetto per poter individuare la tecnica di saldatura ritenuta più appropriata tra le seguenti opzioni:
- SALDATURA A FILO CONTINUO (MIG/MAG): Utilizza un filo metallico continuo come elettrodo e un gas di protezione (inerte o attivo) per prevenire l'ossidazione del materiale durante il processo di saldatura.
- Caratteristiche: Alta velocità di saldatura, facile da automatizzare, adatta per materiali sottili e spessori variabili.- - Vantaggi: Produzione rapida, buona qualità delle giunzioni, ridotto rischio di deformazioni. - SALDATURA AD ARCO (TIG): Utilizza un elettrodo di tungsteno non consumabile e un gas inerte (solitamente argon) per proteggere la zona di saldatura.
- Caratteristiche: Maggiore controllo del calore e della penetrazione, adatta per materiali spessi e per saldature di alta qualità.
- Vantaggi: Ottima finitura superficiale, ideale per leghe speciali e materiali difficili da saldare. - SALDATURA A RESISTENZA (ELETTROPUNTATURA): Utilizza il calore generato da una resistenza elettrica per unire strati di materiale attraverso la fusione di piccole superfici chiamate "punti di saldatura".
- Caratteristiche: Processo rapido e automatizzabile, particolarmente adatto per l'assemblaggio di lamiere.
- Vantaggi: Elevata produttività, nessun materiale di apporto necessario.
Durante il processo vengono accuratamente monitorate tutte le misure, le quote, gli angoli, gli squadri e i parallelismi dei piani.
Al termine del processo i particolari vengono collaudati dal reparto qualità, se necessario eseguite le opportune operazioni di aggiustaggio, affinché il tutto risulti conforme alle specifiche fornite dal committente.
TAGLIO SEGA A CONTROLLO NUMERICO
È il processo per mezzo del quale è possibile sezionare una vasta gamma di profili attraverso il movimento programmato al centesimo di millimetro della lama di taglio. La sua straordinaria flessibilità consente di lavorare quasi tutti i tipi:
MATERIALE
- Metallo: Acciaio, inox, alluminio, rame, ottone, bronzo, ecc.
- Plastica: PVC, plexiglass, ABS, ecc.
- Legno: Massello, compensato, MDF, truciolato, ecc.
- Composito: Materiali a base di fibra di carbonio, fibra di vetro, ecc.
TIPOLOGIA DI PROFILO
LAMINATI / TRAFILATI / TUBI:
- Piatti (pieni)
- Tondi (pieni/tubi)
- Quadri (pieni/tubi)
- Rettangoli (pieni/tubi)
APERTI:
- Angolari
- una "T" / "C" / "U"
- Ho superato IPE/NP/HEA/ecc.
- Monorotaia
SAGOMATI:
- Per illuminazione
- Per serramenti
- Per portoni
- Mancante
Anche le dimensioni e gli spessori difficilmente rappresentano un ostacolo per il servizio offerto da Delam in quanto può fare affidamento su attrezzatura all'avanguardia con ampio campo di lavoro e spazio di manovra.
A differenza delle seghe tradizionali, le seghe CNC offrono una flessibilità e una precisione maggiore con evidenti vantaggi in termini di:
- Precisione: Tolleranze molto strette e finiture di alta qualità.
- Flessibilità: Possibilità di tagliare profili di qualsiasi forma e dimensione.
- Velocità: Tempi di produzione ridotti.
- Ripetibilità: Produzione di grandi quantità di pezzi identici.
- Automazione: Riduzione degli errori umani e aumento dell'efficienza.
Questa tecnologia apre pertanto un mondo di possibilità per la produzione industriale e artigianale a servizio di diversi settori come ad esempio:
- Macchine automatiche / packaging: telai, guide, supporti...
- Arredamento / Design: mobili su misura, decorazioni, illuminazione...
- Edile / Architettonico / Fieristico: elementi per solai, scale, strutture autoportanti ...
TAGLIO SEGA A CONTROLLO NUMERICO
È il processo per mezzo del quale è possibile sezionare una vasta gamma di profili attraverso il movimento programmato al centesimo di millimetro della lama di taglio. La sua straordinaria flessibilità consente di lavorare quasi tutti i tipi:
MATERIALE
- Metallo: Acciaio, inox, alluminio, rame, ottone, bronzo, ecc.
- Plastica: PVC, plexiglass, ABS, ecc.
- Legno: Massello, compensato, MDF, truciolato, ecc.
- Composito: Materiali a base di fibra di carbonio, fibra di vetro, ecc.
TIPOLOGIA DI PROFILO
LAMINATI / TRAFILATI / TUBI:
- Piatti (pieni)
- Tondi (pieni/tubi)
- Quadri (pieni/tubi)
- Rettangoli (pieni/tubi)
APERTI:
- Angolari
- una "T" / "C" / "U"
- Ho superato IPE/NP/HEA/ecc.
- Monorotaia
SAGOMATI:
- Per illuminazione
- Per serramenti
- Per portoni
- Mancante
Anche le dimensioni e gli spessori difficilmente rappresentano un ostacolo per il servizio offerto da Delam in quanto può fare affidamento su attrezzatura all'avanguardia con ampio campo di lavoro e spazio di manovra.
A differenza delle seghe tradizionali, le seghe CNC offrono una flessibilità e una precisione maggiore con evidenti vantaggi in termini di:
- Precisione: Tolleranze molto strette e finiture di alta qualità.
- Flessibilità: Possibilità di tagliare profili di qualsiasi forma e dimensione.
- Velocità: Tempi di produzione ridotti.
- Ripetibilità: Produzione di grandi quantità di pezzi identici.
- Automazione: Riduzione degli errori umani e aumento dell'efficienza.
Questa tecnologia apre pertanto un mondo di possibilità per la produzione industriale e artigianale a servizio di diversi settori come ad esempio:
- Macchine automatiche / packaging: telai, guide, supporti...
- Arredamento / Design: mobili su misura, decorazioni, illuminazione...
- Edile / Architettonico / Fieristico: elementi per solai, scale, strutture autoportanti ...
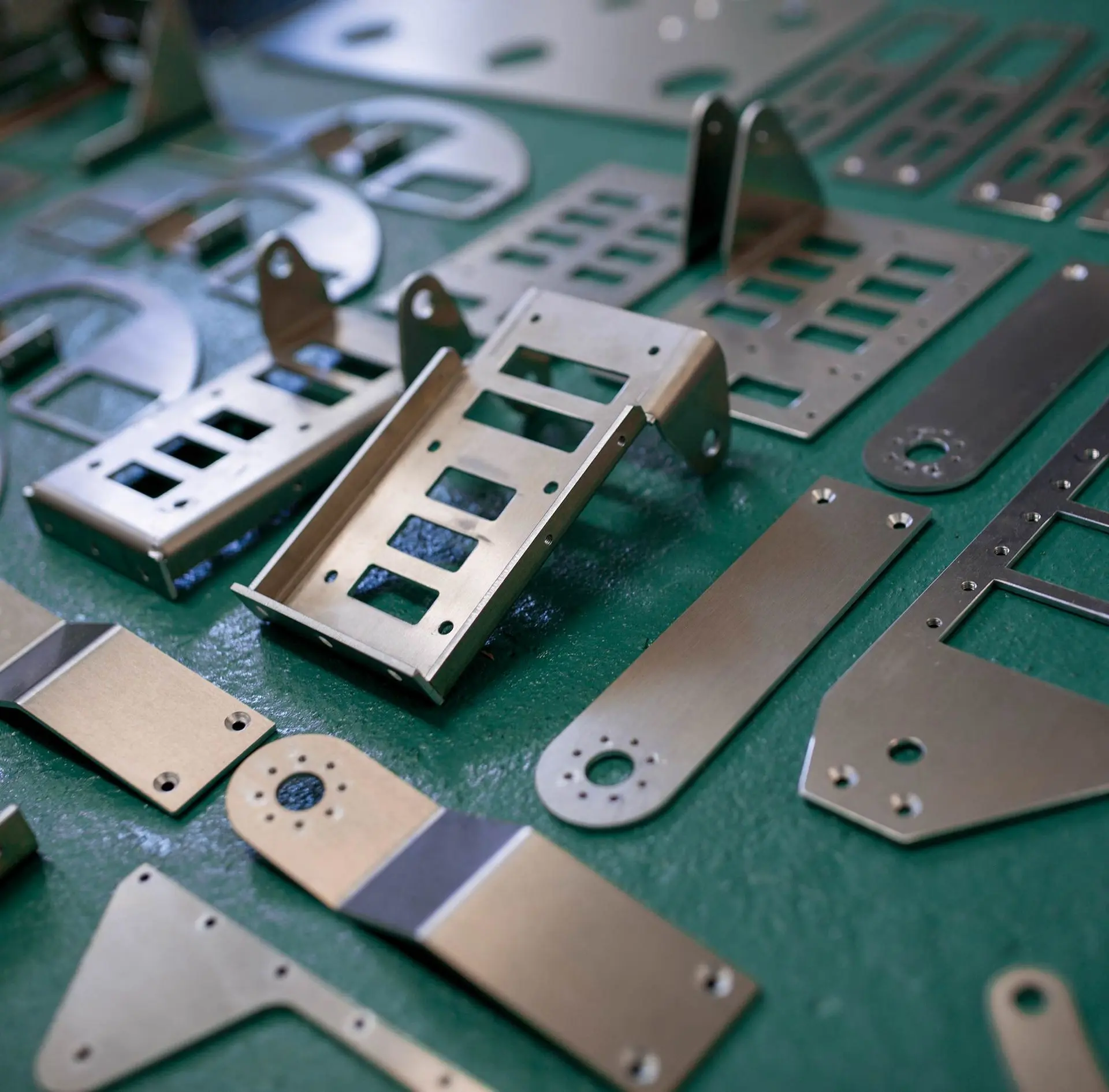
SBAVATURA / FINITURE E TRATTAMENTI
Delam ha come principio base, condiviso dall'intero organico, quello di salvaguardare l'estetica, la funzionalità e la sicurezza di tutti i particolari realizzati a prescindere dalle loro funzioni e/o valori economici.
In ogni passaggio del processo produttivo viene infatti prestata la massima attenzione per evitare la presenza di imperfezioni che possano risultare anche a prodotto finito.
Altro aspetto importante da non trascurare è l'imballaggio che, a seconda delle caretteristiche dei prodotti e della tipologia di trasporto, viene accuratamente preparato da Delam affinchè la merce possa giungere a destinazione senza subire danni.
SBAVATURA
È un processo alla base di tutti i prodotti realizzati che può essere eseguito in diverse modalità e gradi di finitura.
Salvo accordi particolari con clienti che gestiscono questa operazione internamente (per un'ulteriore riduzione di costo) la politica aziendale Delam prevede la fornitura priva di bave, ammaccature e/o graffi rilevanti.
Una sbavatura accurata ha sicuramente importanti effetti qualitativi ed estetici del prodotto, ma deve essere anche tenuta in considerazione dal punto di vista economico, in quanto elemento rilevante nella definizione del prezzo per il cliente.
Risulta pertanto opportuno per Delam definire a monte con i propri clienti degli standard generali di sbavatura, tenendo in considerazione le differenti tipologie e campi di applicazione dei loro prodotti, affinchè venga raggiunto il miglior rapporto "qualità / costo" in linea alle esigenze specifiche del committente.
TIPOLOGIE / GRADI DI FINITURA
- SBAVATURA A CURA DEL CLIENTE: non viene eseguita alcuna operazione di sbavatura da parte di Delam.
- SBAVATURA ORDINARIA: (eseguita di default) viene garantita la fornitura di particolari privi di bave e/o graffi rilevanti.
- SBAVATURA ORDINARIA + RIMOZIONE MICROGIUNZIONI: Le microgiunzioni sono piccole porzioni di materiale appositamente non tagliate (decimi di millimetro) che vengono inserite su alcuni profili durante il taglio laser. Sono necessarie principalmente per evitare il ribaltamento di alcune sagome (interne e/o esterne del pezzo) che potrebbero causare collisioni con la testa di taglio durante gli spostamenti. È pertanto facile riscontrare la presenza di queste piccolissime "linguette" sopratutto sui profili esterni dei pezzi dalle ridotte dimensioni. Di conseguenza se per ragioni estetiche / funzionali del prodotto il cliente ritenesse opportuno eseguirne la rimozione, Delam puo effetuare la ripresa manuale pezzo per pezzo con operatore dedicato.
- SBAVATURA MANUALE: viene eseguita una sbavatura manuale molto accurata di tutta la sagoma esterna per ogni pezzo, eliminando gli "spigoli vivi" al fine di ottenere un profilo liscio ed uniforme, privo di superfici taglienti, idoneo anche per essere maneggiato senza guanti in sicurezza.
- BURATTATURA: si può eseguire solo su alcune tipologie di particolari (da valutare caso per caso) e consiste nell'immersione in una macchina con un contenitore vibrante riempito di materiale abrasivo ed azionata per ore. Il prolungato sfregamento che avviene all'interno del buratto rimuove le bave, arrotonda gli spigoli e lucida le superficie dei pezzi. Questa tecnologia può risultare più economica ed adeguata per la sbavatura di particolari dalle ridotte dimensioni (rondelle, flange,minuteria, ecc.) e con quantità importanti.
FINITURE E TRATTAMENTI
Delam è attrezzata anche per fornire i prodotti completi delle più comuni finiture superficiali.
A seconda delle dimensioni dei particolari, delle quantità e delle tempistiche oggetto della commessa viene valutato se effettuare le lavorazioni internamente o se affidarle ad aziende specializzate con le quali sono stati instaurati da tempo rapporti di collaborazione professionali ed affidabili.
Le principali FINITURE SUPERFICIALI eseguite sono:
- Satinatura
- Sabbiatura
- Micropallinatura
- Lucidatura
Per alcuni progetti Delam prende anceh in carico la gestione dei relativi trattamenti superficali o termici avvelendosi di consolidate partnership, con aziende leader di settore, con prezzi convenzionati.
Nel ruolo di capo commessa gestisce e coordina tutte le attività del processo (quotazioni, documentazioni, trasporti, controlli, ecc.) facendosi carico anche di tutte le responsabilità annesse.
Riportiamo di seguito i principali TRATTAMENTI SUPERFICIALI E TERMICI gestiti:
- Verniciatura a polvere
- Verniciatura a liquido
- Cataforesi
- Zincatura a freddo
- Zincatura a caldo
- Fosfatazione
- Anodizzazione
- Anodizzazione dura
- GHA
- Passivazione
- Brunitura
- NIchelatura
Delam offrendo la massima professionalità mantiene pertanto la figura di referente unico per il cliente, il quale può affidare ad un partner preciso ed affidabile questo delicato processo risparmianto tempo e risorse.
SBAVATURA / FINITURE E TRATTAMENTI
Delam ha come principio base, condiviso dall'intero organico, quello di salvaguardare l'estetica, la funzionalità e la sicurezza di tutti i particolari realizzati a prescindere dalle loro funzioni e/o valori economici.
In ogni passaggio del processo produttivo viene infatti prestata la massima attenzione per evitare la presenza di imperfezioni che possano risultare anche a prodotto finito.
Altro aspetto importante da non trascurare è l'imballaggio che, a seconda delle caretteristiche dei prodotti e della tipologia di trasporto, viene accuratamente preparato da Delam affinchè la merce possa giungere a destinazione senza subire danni.
SBAVATURA
È un processo alla base di tutti i prodotti realizzati che può essere eseguito in diverse modalità e gradi di finitura.
Salvo accordi particolari con clienti che gestiscono questa operazione internamente (per un'ulteriore riduzione di costo) la politica aziendale Delam prevede la fornitura priva di bave, ammaccature e/o graffi rilevanti.
Una sbavatura accurata ha sicuramente importanti effetti qualitativi ed estetici del prodotto, ma deve essere anche tenuta in considerazione dal punto di vista economico, in quanto elemento rilevante nella definizione del prezzo per il cliente.
Risulta pertanto opportuno per Delam definire a monte con i propri clienti degli standard generali di sbavatura, tenendo in considerazione le differenti tipologie e campi di applicazione dei loro prodotti, affinchè venga raggiunto il miglior rapporto "qualità / costo" in linea alle esigenze specifiche del committente.
TIPOLOGIE / GRADI DI FINITURA
- SBAVATURA A CURA DEL CLIENTE: non viene eseguita alcuna operazione di sbavatura da parte di Delam.
- SBAVATURA ORDINARIA: (eseguita di default) viene garantita la fornitura di particolari privi di bave e/o graffi rilevanti.
- SBAVATURA ORDINARIA + RIMOZIONE MICROGIUNZIONI: Le microgiunzioni sono piccole porzioni di materiale appositamente non tagliate (decimi di millimetro) che vengono inserite su alcuni profili durante il taglio laser. Sono necessarie principalmente per evitare il ribaltamento di alcune sagome (interne e/o esterne del pezzo) che potrebbero causare collisioni con la testa di taglio durante gli spostamenti. È pertanto facile riscontrare la presenza di queste piccolissime "linguette" sopratutto sui profili esterni dei pezzi dalle ridotte dimensioni. Di conseguenza se per ragioni estetiche / funzionali del prodotto il cliente ritenesse opportuno eseguirne la rimozione, Delam puo effetuare la ripresa manuale pezzo per pezzo con operatore dedicato.
- SBAVATURA MANUALE: viene eseguita una sbavatura manuale molto accurata di tutta la sagoma esterna per ogni pezzo, eliminando gli "spigoli vivi" al fine di ottenere un profilo liscio ed uniforme, privo di superfici taglienti, idoneo anche per essere maneggiato senza guanti in sicurezza.
- BURATTATURA: si può eseguire solo su alcune tipologie di particolari (da valutare caso per caso) e consiste nell'immersione in una macchina con un contenitore vibrante riempito di materiale abrasivo ed azionata per ore. Il prolungato sfregamento che avviene all'interno del buratto rimuove le bave, arrotonda gli spigoli e lucida le superficie dei pezzi. Questa tecnologia può risultare più economica ed adeguata per la sbavatura di particolari dalle ridotte dimensioni (rondelle, flange,minuteria, ecc.) e con quantità importanti.
FINITURE E TRATTAMENTI
Delam è attrezzata anche per fornire i prodotti completi delle più comuni finiture superficiali.
A seconda delle dimensioni dei particolari, delle quantità e delle tempistiche oggetto della commessa viene valutato se effettuare le lavorazioni internamente o se affidarle ad aziende specializzate con le quali sono stati instaurati da tempo rapporti di collaborazione professionali ed affidabili.
Le principali FINITURE SUPERFICIALI eseguite sono:
- Satinatura
- Sabbiatura
- Micropallinatura
- Lucidatura
Per alcuni progetti Delam prende anceh in carico la gestione dei relativi trattamenti superficali o termici avvelendosi di consolidate partnership, con aziende leader di settore, con prezzi convenzionati.
Nel ruolo di capo commessa gestisce e coordina tutte le attività del processo (quotazioni, documentazioni, trasporti, controlli, ecc.) facendosi carico anche di tutte le responsabilità annesse.
Riportiamo di seguito i principali TRATTAMENTI SUPERFICIALI E TERMICI gestiti:
- Verniciatura a polvere
- Verniciatura a liquido
- Cataforesi
- Zincatura a freddo
- Zincatura a caldo
- Fosfatazione
- Anodizzazione
- Anodizzazione dura
- GHA
- Passivazione
- Brunitura
- NIchelatura
Delam offrendo la massima professionalità mantiene pertanto la figura di referente unico per il cliente, il quale può affidare ad un partner preciso ed affidabile questo delicato processo risparmianto tempo e risorse.
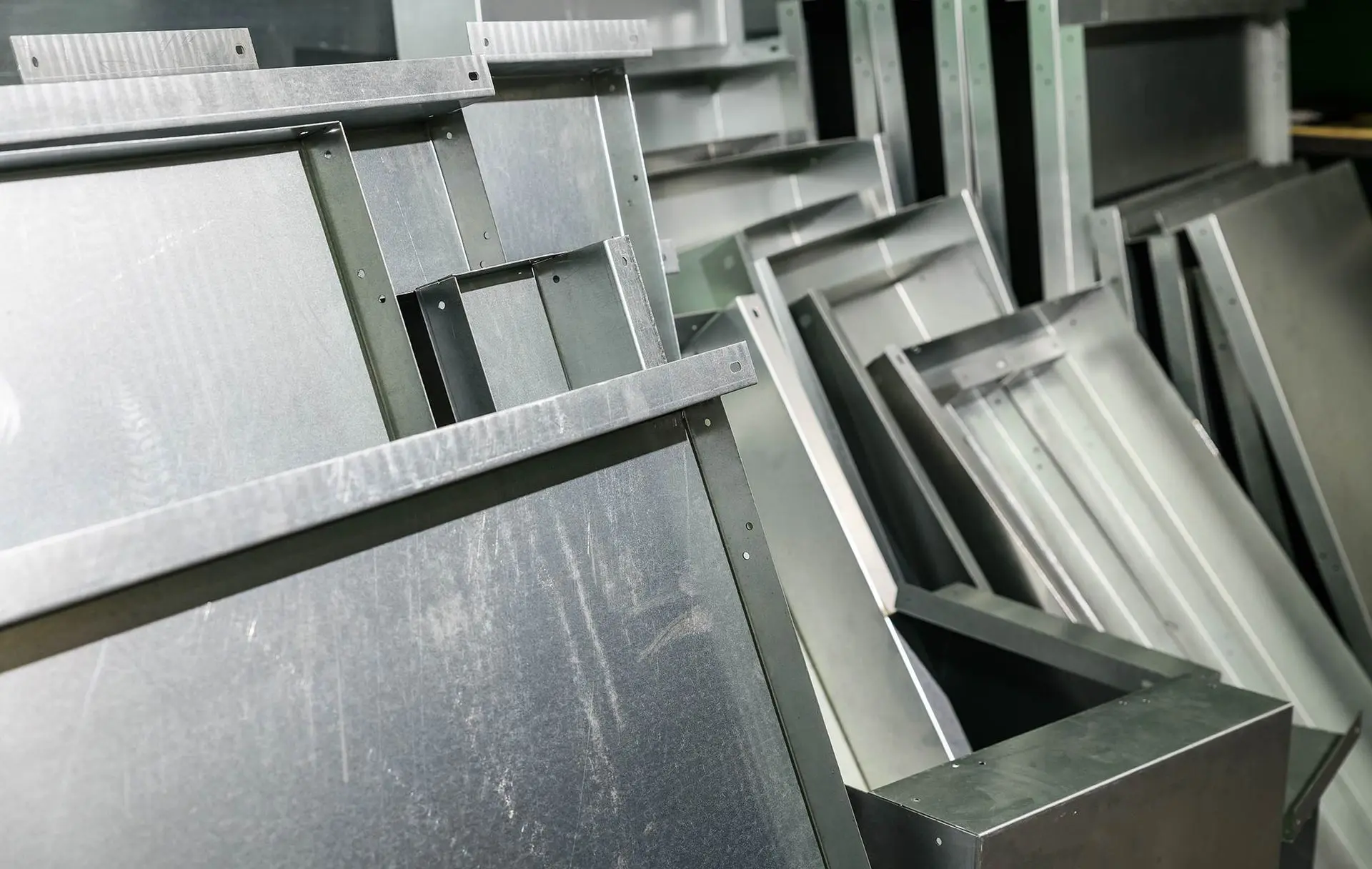
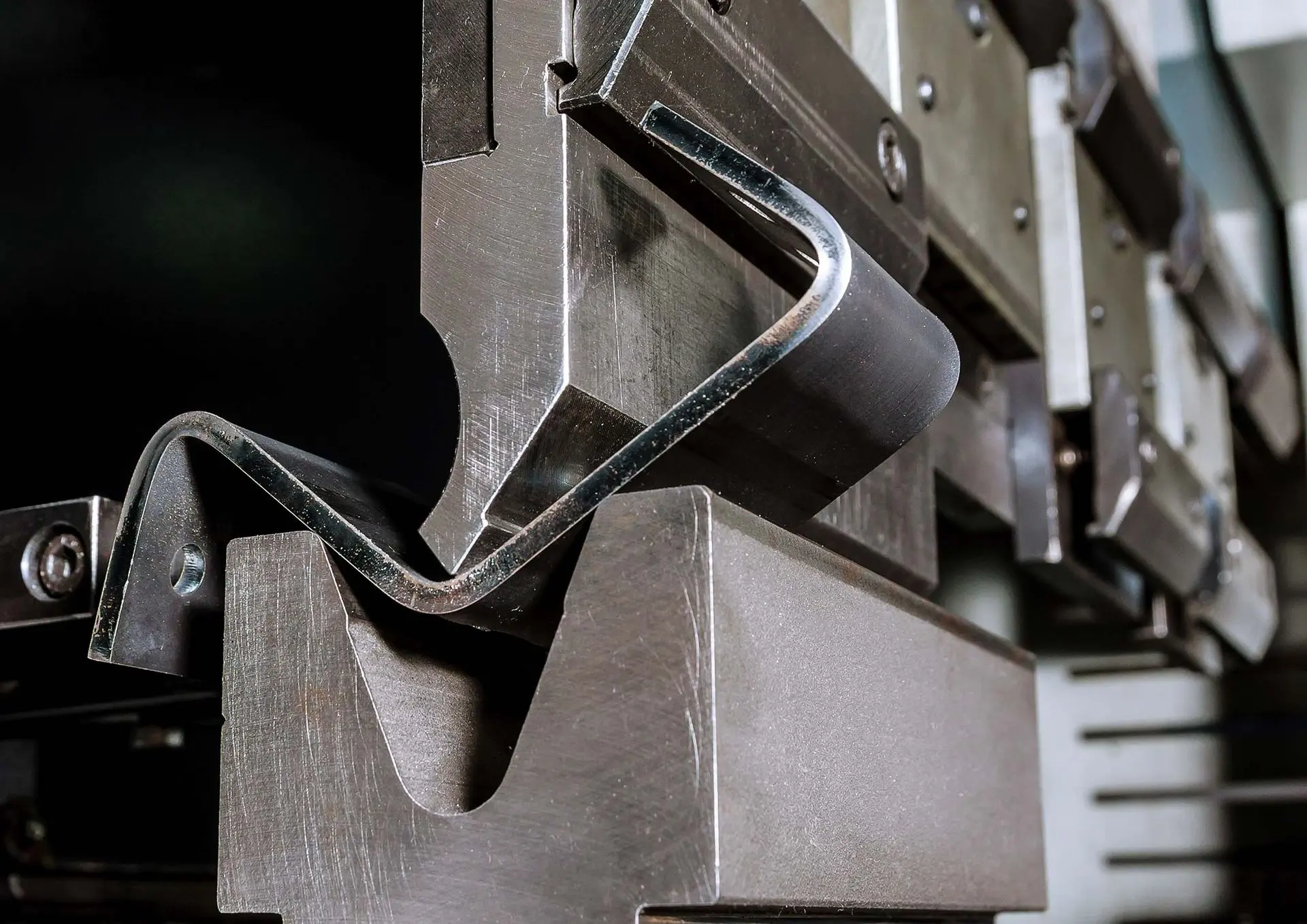
PIEGATURA
Attraverso le tecnologie più avanzate Delam vanta un'eccellente servizio di piegatura veloce ed affidabile, riuscendo a gestire qualsiasi tipo di progetto.
L'esperienza unita all'aggiornamento costante e al supporto del CAM 3D DI PIEGATURA INTEGRATO, creano il connubio ideale per poter realizzare dalle piccole quantità (prototipi) alle grandi produzioni in serie.
Le pressopiegatrici utilizzate in questo processo sono all'avanguardia e delle migliori case costruttrici sul mercato.
Grazie infatti alle straordinarie prestazioni di queste macchine, unite al vasto parco utensili annesso, ogni giorno vengono realizzati prodotti delle più disparate forme e dimensioni.
Il grande campo di lavoro e la forza di pressione a disposizione permette infatti di piegare particolari dalle piccolissime dimensioni ai grandi volumi con lunghezze fino a 4000 mm e spessori importanti (fino al 15 mm).
Delam per garantire costanza di precisione ed efficienza, ha inoltre adottato un preciso cronoprogramma di manutenzione nel quale sono stati definiti periodici interventi e controlli meticolosamente effettuati.
CALANDRATURA
È il processo per mezzo del quale le lamiere vengono deformate in curve o cilindri attraverso un macchina chiamata appunto calandra. Questa è composta da una serie di rulli disposti in modo parallelo che, esercitando una pressione differenziata a seconda delle inclinazioni impostate, curvano gradualmente la lamiera fino ad ottenere la forma desiderata.
Oltre all'esperienza, elemento fondamentale, sono molte altre le variabili che devono essere tenute in considerazione per ottenere un buon risultato ogni volta che si effettua questa operazione (tipologia di materiale, spessore, durezza, ecc.).
E' proprio per questo motivo che nel settore è considerata una lavorazione piuttosto ostica e pertanto risulta essere un servizio molto ricercato in quanto non tutte le aziende sono attrezzate per poterlo fornire.
Delam può fare affidamento su macchine performanti che guidate da mani esperte realizzano prodotti calandrati di elevata qualità, riuscendo pertanto ad offrire anche questo apprezzato servizio.
PIEGATURA
Attraverso le tecnologie più avanzate Delam vanta un'eccellente servizio di piegatura veloce ed affidabile, riuscendo a gestire qualsiasi tipo di progetto.
L'esperienza unita all'aggiornamento costante e al supporto del CAM 3D DI PIEGATURA INTEGRATO, creano il connubio ideale per poter realizzare dalle piccole quantità (prototipi) alle grandi produzioni in serie.
Le pressopiegatrici utilizzate in questo processo sono all'avanguardia e delle migliori case costruttrici sul mercato.
Grazie infatti alle straordinarie prestazioni di queste macchine, unite al vasto parco utensili annesso, ogni giorno vengono realizzati prodotti delle più disparate forme e dimensioni.
Il grande campo di lavoro e la forza di pressione a disposizione permette infatti di piegare particolari dalle piccolissime dimensioni ai grandi volumi con lunghezze fino a 4000 mm e spessori importanti (fino al 15 mm).
Delam per garantire costanza di precisione ed efficienza, ha inoltre adottato un preciso cronoprogramma di manutenzione nel quale sono stati definiti periodici interventi e controlli meticolosamente effettuati.
CALANDRATURA
È il processo per mezzo del quale le lamiere vengono deformate in curve o cilindri attraverso un macchina chiamata appunto calandra. Questa è composta da una serie di rulli disposti in modo parallelo che, esercitando una pressione differenziata a seconda delle inclinazioni impostate, curvano gradualmente la lamiera fino ad ottenere la forma desiderata.
Oltre all'esperienza, elemento fondamentale, sono molte altre le variabili che devono essere tenute in considerazione per ottenere un buon risultato ogni volta che si effettua questa operazione (tipologia di materiale, spessore, durezza, ecc.).
E' proprio per questo motivo che nel settore è considerata una lavorazione piuttosto ostica e pertanto risulta essere un servizio molto ricercato in quanto non tutte le aziende sono attrezzate per poterlo fornire.
Delam può fare affidamento su macchine performanti che guidate da mani esperte realizzano prodotti calandrati di elevata qualità, riuscendo pertanto ad offrire anche questo apprezzato servizio.
CHI SIAMO
Delam Laser è un'azienda con esperienza decennale nel settore manifatturiero che nel tempo si è specializzata nella marcatura laser, nella fornitura di componenti in lamiera e non solo.
Con incessante impegno per garantire qualità e innovazione continua, vengono offerte soluzioni rapide ed affidabili a prezzi molto competitivi.
Grazie alla passione, competenza e flessibilità l'azienda viene apprezzata per la sua attenzione, rapidità ma soprattutto capacità di soddisfare a 360° le necessità produttive dei propri clienti.
L'obiettivo costante è quello di affermarsi come partner di fiducia per ogni tipo di progetto.
GRUPPO DELAM
È una realtà produttiva composta da
partnership aziendali che lavorano in sinergia, guidate da
Delam Laser S.r.l. punto di riferimento, capo commessa e referente unico del cliente.
Lo scopo è quello di offrire un servizio completo sfruttando l'insieme delle risorse, competenze e tecnologie messe a disposizione da ogni componente.
In questo contesto consolidato di collaborazione e fiducia il cliente beneficia di un servizio su misura, caratterizzato da attenzione al
dettaglio ed esperienza specializzata per ogni tipo di attività.
Anche in ambito economico il cliente è tutelato, in quanto la ripartizione delle attività e la definizione di listini speciali interni consentono l'applicazione di prezzi finali molto competitivi sul mercato.
L'unione fa la forza, Gruppo Delam ne è la dimostrazione. Provare per credere...
CHI SIAMO
Delam Laser è un'azienda con esperienza decennale nel settore manifatturiero che nel tempo si è specializzata nella marcatura laser, nella fornitura di componenti in lamiera e non solo. Con incessante impegno per garantire qualità e innovazione continua, vengono offerte soluzioni rapide ed affidabili a prezzi molto competitivi. Grazie alla passione, competenza e flessibilità l'azienda viene apprezzata per la sua attenzione, rapidità ma soprattutto capacità di soddisfare a 360° le necessità produttive dei propri clienti. L'obiettivo costante è quello di affermarsi come partner di fiducia per ogni tipo di progetto.
GRUPPO DELAM
È una realtà produttiva composta da
partnership aziendali che lavorano in sinergia, guidate da
Delam Laser S.r.l. punto di riferimento, capo commessa e referente unico del cliente.
Lo scopo è quello di offrire un servizio completo sfruttando l'insieme delle risorse, competenze e tecnologie messe a disposizione da ogni componente.
In questo contesto consolidato di collaborazione e fiducia il cliente beneficia di un servizio su misura, caratterizzato da attenzione al
dettaglio ed esperienza specializzata per ogni tipo di attività.
Anche in ambito economico il cliente è tutelato, in quanto la ripartizione delle attività e la definizione di listini speciali interni consentono l'applicazione di prezzi finali molto competitivi sul mercato.
L'unione fa la forza, Gruppo Delam ne è la dimostrazione. Provare per credere...
Delam Laser S.r.l.
SEDE OPERATIVA
Via Giuseppe di Vittorio, 14 - 40055 -
Villanova di Castenaso (BO)
051 – 0334785
Delam Laser S.r.l.
SEDE OPERATIVA
Via Giuseppe di Vittorio, 14
40055 - Villanova di Castenaso (BO)
051 – 0334785